
Schneidwerkzeuge
FULLCUT MILL
FCR/FCM

Scharfe Kanten bei hohen radialen und axialen Spanwinkeln
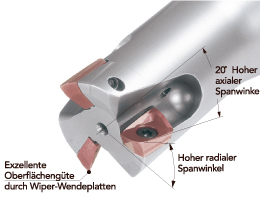
Positiver Spanwinkel sowohl in Radial als auch in Axialrichtung. Konzipiert für hohe Laufruhe und verbesserte Oberflächenqualität.
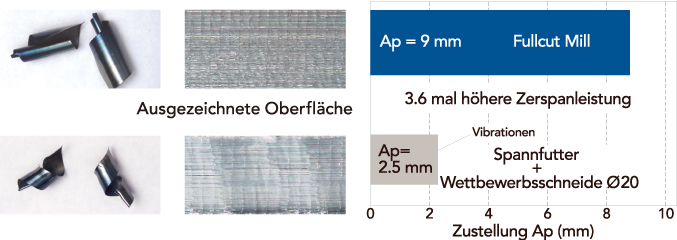
Perfekte Zerspanungsleistung mit ISO 40 Maschinenspindel
Vergleich von axialer Schnitttiefe zwischen integralem Typ mit Flächenkontakt und Typ mit geradem Schaft. 3.6-mal höhere Schneidleistung als andere Hersteller.
Schnittdaten
Maschine: BBT40(BIG PLUS)
Nutenfräsen: 20 mm
Werkstoff: C50 (S50C)
Spindeldrehzahl: 2400min-1
Geschwindigkeit: V=150 m/min
Vorschub: 0.12 mm/Zahn
Typ FCR

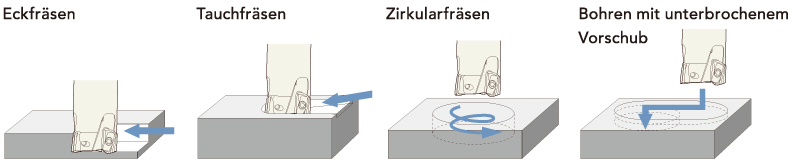
Für multifunktionales Schneiden
Typ FCM

Beweisbar starke Schneidkanten
Die Auswertung des Standweges/Standzeit, gemessen beim Überfräsen einer Lochplatte. Bei dieser herausfordernden Bearbeitung treten häufig Ausbrüche an der Schneidkante auf.

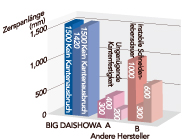
Schneiden-ΦD:Φ32
Werkstoff:C50 (S50C)
Schnittgeschw. Vc (m/min.): 80
Vorschub fz (mm/Zahn) :0.2
ae(mm):25
ap (mm) 3
Trockenbearbeitung
FCM NEW SERIES
Messerkopf Typ
Fräserdurchmesser: φ50.63.80.100


Übergröße
Fräserdurchmesser: φ17.21.26.33


1 mm größerer Cutter-Durchmesser als Schaftdurchmesser.
Vermeidet Interferenz mit Werkstück.
Anwendungsbeispiele
Typ FCM

Nutenfräsen

Das Ergebnis konnte nur mit einem Fullcut Mill auf einer Maschine mit Spindel Nr. 40 erreicht werden.
Fullcut Mill: BBT40-FCM32113-85
Wendeplatte: ARG321104 (ACP300)
Werkstoff: C50 (S50C)
Schnittgeschw. Vc (m/min.): 150
Vorschub fz (mm/Zahn): 0.12
ap (mm): 9